雨泽是青岛斯玛特的计划员,本来工作一直很好,多次收到表扬,是公司的核心管理层。但是最近遇到了职业危机:客户经常投诉他,生产部的人员刚刚因为订单排产的问题和他吵了一架,而领导也开始对非常生气。
原因其实是个好事,公司的大客户是个外企,年底的时候订单量暴增,订单量多达400多个,排到50多台注塑机上面,对应300多套模具,依靠Excel加人工来合理的排产是非常困难。但是:
- 客户要求必须按交期交货,否则货物还需要出口,安排船期,如果无法按期交货,400多个订单客户的工作就全乱了。但是客户下达订单时也不知道供应商的产能是否是合理的。因为产品对应模具,模具再对应设备,相互之间又有很多可以“共用”的情况,无法简单的判断出下达的订单下达时是否就是超出设备产能的。由于存在“共用设备、模具”的情况,ERP/SAP等软件也是无法准确判断出是否存在超产能的订单。 但是如果订单下达至供应商时,供应商能及时反馈哪个订单是超产能的,客户运行调整交期。但是如果订单下达后供应商不说,等到快交期到了才说要延期,客户是无法接受的。这势必需要在月初订单下达时,雨泽负责把400个订单都安排到设备上去,再根据不同产品的产能不同,计算出是否存在超期的情况。而且超期的情况是可以插入到其它设备上生产,一旦要尝试在不同设备上插单,后续的订单交期又需要重新计算。非常困难。
- 订单安排好了,但是原料供应又有问题。每个订单的产品都对应多层的BOM,那么每次插订单,调订单后,原料库是否是够用的?还要再去核算。否则一旦生产了几天后发现没有原料了,生产部会非常恼火,因为需要停机,换模具,花费大量的时间;而模具也不是想要就立即有的,上线前需要提前花费很多时间准备,个别需要组替的模具上线前需要准备10小时以后才能上线,想紧急上线是做不到的;还有“清线问题”,这个产品因为“缺料停机”,干到一半停止了,换产品前那需要把当前产品的剩余原料全部从设备里面清除了(一个产品需要多种原理,缺的只是一种,其它不缺的原料也需要退回仓库),还需要办理退库手续,有些原料不好称重,也无法准确知道退料数量。而且频繁的“缺料停机”,“清线”会导致误用原料的质量事故。最最重要的是,这些繁琐的工作都是没有绩效的,所以生产部对计划部的失误会非常恼火。
- 模具部对计划的频繁换型导致模具部的工作量大幅增加。而因为“旺季”仅仅就一两个月,也不会单独加人,所以模具对“不合理的频繁换型”非常恼火。
- 对于混料部门也是如此,由于一个人对50多台设备负责,计划员需要每日上班第一件事是计算出每个机台当日的预计配料数量。因为BOM还比较复杂,有时候一上午都计算不完成,混料部非常恼火,现场都已经开始生产了,计划的配料表还没送到混料室。
然而由于事先无法知道哪个订单会延期,只能客户催哪个订单,计划就去现场要求立即停机换型,一遍遍的去现场催生产部,催模具部,赶紧换型,导致各部门间矛盾重重。然而公司也不能因为这两个月忙就多加几个人手帮忙。而且紧急调过来帮忙的根本对排产,原料核算都是一无所知,很难上手。每次都是坚持熬着,熬过旺季到订单淡季时候就不会再手忙脚乱。
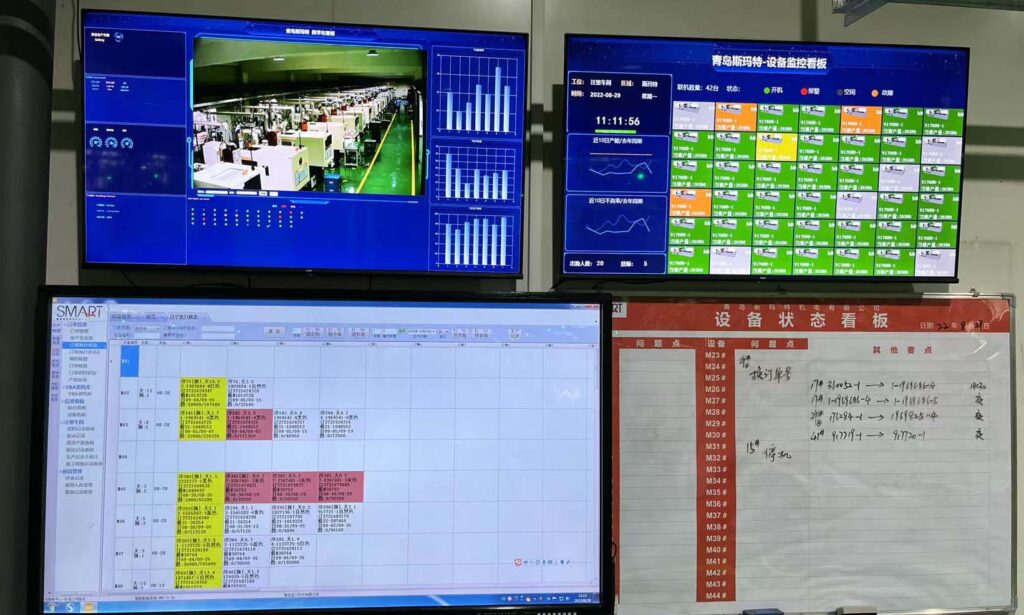
最终,随着客户单量的增加,依靠一个计划员的力量是无法应对。公司决定找软件开发人员,设计一套排产软件,在订单排产至设备后,软件系统能根据产品的产能,实时计算出每个订单的预计开始和完成时间,在根据这个时间,就能准确的推算出每个班次的预计原料用量。这一切都是电脑来实时计算的,非常快速和简单。从此以后公司业务非常顺畅,各个部门的工作都变得有条不紊,再也没发生过“缺料停机”、“频繁换型等情况”,系统界面大概如下所示:
新的软件主要从下面5个方面做了改善:

- 1、排产后,软件实时核算每个订单的预计开始时间,完成时间,精确到分钟。
- 2、插订单和调整订单会非常便捷。
- 3、自动核算每班次的原料需求量
- 4、采用智能提示的方式,帮助计划员合理安排设备,减少换型次数。
- 5、扫二维码报工,通过报工数量,推动订单状态实自动变化。
1、让电脑去实时计算每个订单的预计完成时间。每个订单一排至设备,电脑就实时计算出,是否会出现超期订单。尤其是订单顺序调整后,电脑仍然能在不到1秒内计算出是否影响后续订单超期。
这样客户下达订单,那么很快斯玛特的计划人员就会告诉客户哪个订单无法满足交期,要求客户延期,同时会告诉客户这个订单产品只能在哪几个设备上生产,而设备上已经排了哪些订单。这样客户自己去选择,要么前面的某些订单可以延期,要么后面的某个订单可以延期。
对于客户来说,刚发出订单时,供应商告诉我无法满足是合情合理的,但是如果订单给的时候我们不说什么,到交期了才说,交不上货,需要延期,这对客户来说是无法接手的,因为他还要有其它安排,都是一环套一环的,一个零部件无法安全交付,会客户很多事情需要停下来等待。
所以说,最终我们的排产软件帮助青岛斯玛特机电实现了100%的订单履约率。获得了客户的好评。帮助客户解决了一个大难题。
2、精准推算原料实时需求量
当产品种类多达100种以上的时候,产品对应的原材料BOM也比较多,再加上实时库存量,车间在制品也在不断生产,入库,最终导致很难清晰的知道当前应该领料多少?而一旦“缺料停机”,更换为其它订单,还需要清理设备现场所有原料,更换模具,再去准好另一个订单的原料,浪费大量的人力物力和时间,频繁这样做导致的混乱,还非常容易进一步导致产品质量问题。
如果设置专门的岗位,人工实时核算,又太浪费,成本高昂会导致我们在竞标时受限。
最好的办法仍然是借助电脑来进行实时计算,设计一个合理的算法,清晰明了的指示当前原料消耗情况,让整个企业的原料安排变得非常精准。
3、更智能化的排产逻辑
几百个产品,40多台设备,300多套模具,相互直接并不是通用的,而是相互交叉,再加上需要满足客户交期,人脑非常难以推算出当前订单如何安排最合理。
软件系统可以实时统计出每个产品上次在哪个设备上生产的、可排产设备有哪机台,每个设备上当前还有多少剩余的生产时间等等,可以非常好的辅助计划人员进行生产计划的安排。
4、“订单排产模块”在其它客户的成功案例。
除了青岛斯玛特机电有限公司,我们还在青岛诺泰,山东康迪泰克,青岛兴泰等其它公司,生产类型完全不同的企业中成功运用起来。积累了很多开发设计经验。使得这一套排产软件更具有通用性,成功率更高。
总之,如果企业中每个月有100个以上的订单,需要排至几十台设备上去,而且产品类型多达100个以上的话,那就非常有必要去尝试使用电脑软件来辅助排产工作。情况越复杂,就越有必要设计一套合理的排产软件来帮助企业计划人员。
下面是我司“订单管理软件方面的负责人”,如有需求或疑问,欢迎垂询,相互学习,共同进步。

主题测试文章,只做测试使用。发布者:admin,转转请注明出处:https://inuotai.com/2024/03/01/%e8%ae%a2%e5%8d%95%e6%8e%92%e4%ba%a7%e6%a8%a1%e5%9d%97-%e5%9c%a8%e9%9d%92%e5%b2%9b%e6%96%af%e7%8e%9b%e7%89%b9%e6%9c%ba%e7%94%b5%e6%9c%89%e9%99%90%e5%85%ac%e5%8f%b8%e7%9a%84%e5%ba%94%e7%94%a8/